Siyakwamukela kumawebhusayithi ethu!









I-Inconel 625, i-Alloy 625, i-Ernicrmo-3, i-Aws A5.14, i-Nickel-Chromium-Molybdenum Alloy Welding Wire
Ukwakheka Kwamakhemikhali
| Ibanga | I-Ni% | C% | Mn% | I-Fe% | S% | I-Cu% | I-Si% | I-Al% | I-Cr% | I-Ti% | I-Nb% | Inyanga% | P% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I-ERNiCrMo-3 | Ubuncane obungu-64 | Umkhawulo ongu-0.1 | Umkhawulo ongu-0.5 | Ubuningi obungu-1.0 | Umkhawulo ongu-0.015 | Umkhawulo ongu-0.50 | Umkhawulo ongu-0.50 | Umkhawulo ongu-0.40 | 22.0-23.0 | Umkhawulo ongu-0.40 | 3.6-4.5 | 9.2-10.0 | Umkhawulo ongu-0.015 |
Imininingwane
I-AWS A5.14, I-ERNiCrMo-3*
I-ASME II, I-SFA-5.14, I-ERNiCrMo-3
I-ASME IX, F-No. 43
I-UNS N06625
Amafomu
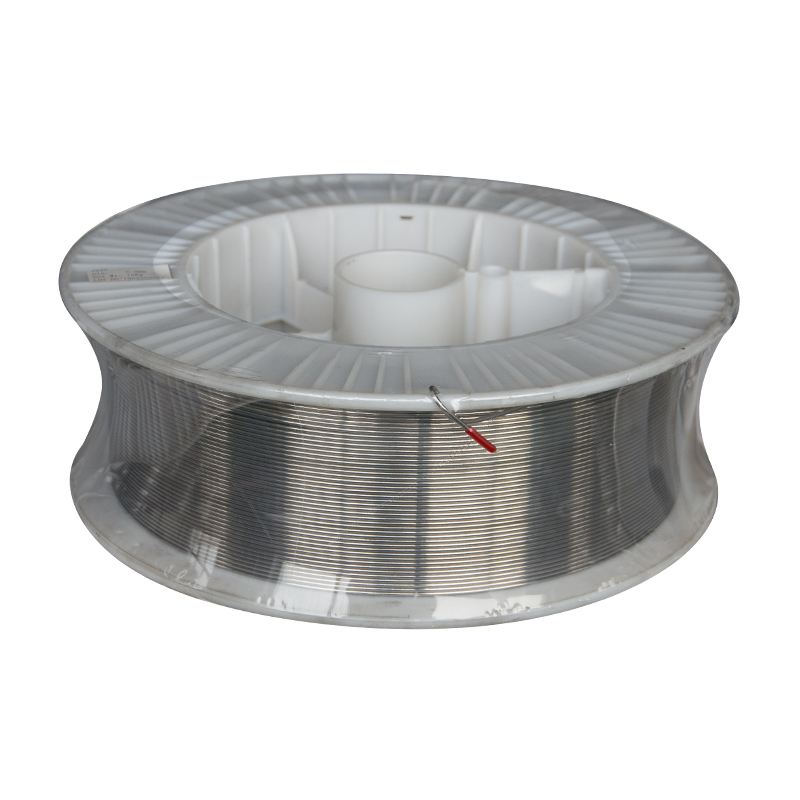
I-ERNiCrMo-3 iyatholakala ku-spool (Precision Layer Wound) futhi ngobude obuqondile obunqunyiwe.
Izinduku Eziqondile (TIG)-mm: 1.2-3.2
Intambo Ehlanganisiwe (MIG)-mm: 0.8-1.2
| yebo | Okujwayelekile | Ukwakheka kwamakhemikhali e-Manin % | Isicelo esijwayelekile |
| Ucingo lokushisela lwe-nickel | A5.14 ERNi-1 | I-Ni ≥ 93 Ti3 Al1 Cr– Mo– | I-ERNi-1 isetshenziselwa ukushisela i-GMAW, GTAW kanye ne-ASAW ye-Nickel 200 kanye ne-201, ihlanganisa lawa ma-alloy nezinsimbi ezingagqwali neze-carbon, kanye nezinye izinsimbi zesisekelo se-nickel nezethusi-nickel. Iphinde isetshenziswe ekumbozeni insimbi. |
| Ucingo lwe-NiCuwelding | A5.14 ERNiCu-7 | Ngo-65 Cr- Mo- Ti2 Okunye: Cu | I-ERNiCu-7 iyintambo eyisisekelo ye-copper-nickel alloy yokushisela i-GMAW ne-GTAW yama-Monel alloys 400 kanye ne-404. Iphinde isetshenziswe ekumbozeni insimbi ngemva kokufaka okokuqala ungqimba lwe-nickel engu-610. |
| Intambo yokushisela ye-CuNi | I-A5.7 ERCuNi | Ni 30 Cr– Mo– Okunye: Cu | I-ERCuNi isetshenziselwa ukushisela insimbi yegesi kanye ne-gas tungsten arc. Ingasetshenziswa futhi ngokushisela i-oxy-fuel ye-70/30, 80/20, kanye ne-90/10 copper nickel alloys. Kunconywa ungqimba lwesithiyo se-nickel alloy 610 ngaphambi kokumboza insimbi ngenqubo yokushisela ye-GMAW. |
| Ucingo lokushisela lwe-NiCr | A5.14 ERNiCrFe-3 | Ni≥ 67 Cr 20 Mo— Mn3 Nb2.5 Fe2 | Ama-electrode ohlobo lwe-ENiCrFe-3 asetshenziselwa ukushisela ama-alloy e-nickel-chromium-iron ngokwawo kanye nokushisela okuhlukile phakathi kwama-alloy e-nickel-chromium-iron kanye nezinsimbi noma izinsimbi ezingagqwali. |
| A5.14 ERNiCrFe-7 | Ni: Ukuphumula Cr 30 Fe 9 | Uhlobo lwe-ERNiCrFe-7 lusetshenziselwa ukushisela i-gas-tungsten-arc kanye ne-gas-metal-arc ye-INCONEL 690. | |
| Ucingo lokushisela lwe-NiCrMo | A5.14 ERNiCrMo-3 | Ni≥ 58 Cr 21 Mo 9 Nb3.5 Fe ≤1.0 | I-ERNiCrMo-3 isetshenziswa kakhulu kwi-gas tungsten kanye ne-gas metal arc kanye ne-composition matching base metals. Iphinde isetshenziselwe ukushisela i-Inconel 601 kanye ne-Incoloy 800. Ingasetshenziswa ukushisela inhlanganisela yensimbi engafani njengensimbi, insimbi engagqwali, i-Inconel kanye ne-Incoloy alloys. |
| A5.14 ERNiCrMo-4 | Ukuphumula kwe-Ni Cr 16 Mo 16 W3.7 | I-ERNiCrMo-4 isetshenziselwa ukushisela izinto zesisekelo se-nickel-chromium-molybdenum kuzo, insimbi nezinye izinhlobo zesisekelo se-nickel kanye nensimbi yokubopha. | |
| A5.14 ERNiCrMo-10 | Ukuphumula kwe-Ni Cr 21 Mo 14 W3.2 Fe 2.5 | I-ERNiCrMo-10 isetshenziselwa ukushisela izinto zesisekelo se-nickel-chromium-molybdenum kuzo, insimbi nezinye izinhlobo zesisekelo se-nickel, kanye nezinsimbi zokumboza. Ingasetshenziswa ukushisela izinsimbi ezingagqwali ze-duplex, super duplex. | |
| A5.14 ERNiCrMo-14 | Ukuphumula kwe-Ni Cr 21 Mo 16 W3.7 | I-ERNiCrMo-14 isetshenziselwa ukushisela i-gas-tungsten-arc kanye ne-gas-metal-arc yezinsimbi ezingagqwali ze-duplex, i-super-duplex kanye ne-super-austenitic, kanye nezinsimbi ze-nickel ezifana ne-UNS N06059 kanye ne-N06022, i-INCONEL alloy C-276, kanye nezinsimbi ze-INCONEL 22, 625, kanye ne-686. |
Bhala umlayezo wakho lapha bese uwuthumela kithi
Izigaba zemikhiqizo
-

I-Permalloy ye-Soft Magnetic Alloy Engenawo Amandla Aphezulu ...
-

Intambo ye-Alloy engu-4J32 eqondile kakhulu ye-Glass-to-Met...
-

I-Permalloy 1j85 E11c Ni80mo5 1J79 Ni79Mo4 Sof...
-
I-ASME Sfa 5.14 Ernicr-3 Nickel Alloy 80 Inconel ...
-

Ukwandiswa Okuqhubekayo kwe-Nife52/Feni52/Alloy 52 Fe-Ni...
-

Intambo ye-FeNi50 / i-Alloys ethambile ye-Magnetic 1J50
-

Ucingo
-

I-imeyili
-

I-Whatsapp
-

I-WeChat
UJudy
150 0000 2421
-

Phezulu